How to add the Sovol SV06-Plus 3D Printer Profile to Cura Slicing Software

Sovol recently released their SV07-Plus 3D Printer and it’s faster than the SV06-Plus but it’s using the Bed-Sling design. What does this mean? Basically, you need to do some manual tuning and preconfigured leveling before printing.
The chatter on the web between the SV06-Plus and SV07-Plus is a bit back and forth. Personally, when it comes to the setup process, I prefer the SV06-Plus. It was just easier. Pros and cons, the SV07 and SV07-Plus come with WiFi and the Klipper software which is loved by many. I was fine with using Octoprint on a Raspberry Pi and I didn’t care much for the extra time it took to level the SV07-Plus. The 6 had auto-leveling and it was easy.
More tests need to be run before deciding on the better option. I still need try and install Klipper on the SV06-Plus using a Pi but that will be at a later date.
For now, I’ll provide the basic configuration process for adding the SV07-Plus to the Latest Cura Software.
Sovol's Cura Slicing Software
- Sovol provides thier own version of the Cura slicing software but it is limited to version 1.5 and it's only available on the Windows Operating System.
- Instead this tutorial shows you how to add a custom profile to latest version of the Sovol Slicing software.
SV07 Plus Printer Config for Cura
1) Open the Cura slicing software
2) Now, either select Add printer or click on Manage printers (For this tutorial we will select: Manage Printers)
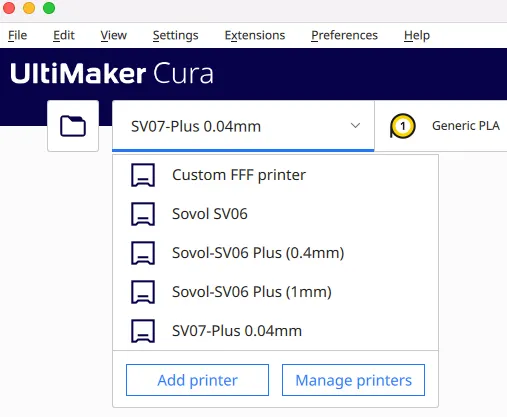
3) In the top-right of the new window, select: Add New
4) Then select: Non UltiMaker printer
5) In the Add printer window, expand the Add a non-networked printer
6) Scroll-briefly down to Custom and select: vCustom FFF printer**
7) Name the printer (ex): Sovol SV07-Plus 0.04mm
The size at the end is for personal use. Tells you the extruder head size
8) Set the following Printer Settings
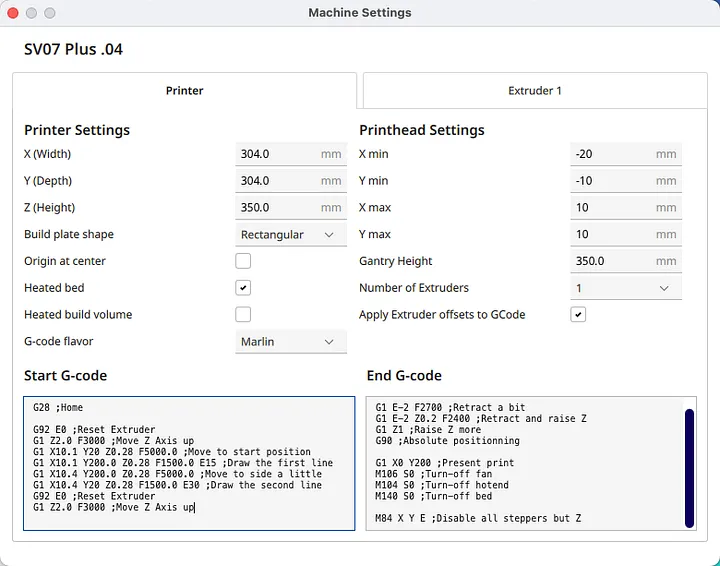
9) Add the following Printer G-Code
It is similar to the SV06-Plus but there are a couple of changes
Start G-code
G28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
End G-code
G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 Z1 ;Raise Z more
G90 ;Absolute positionning
G1 X0 Y200 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
10) Set the following Extruder 1 Settings
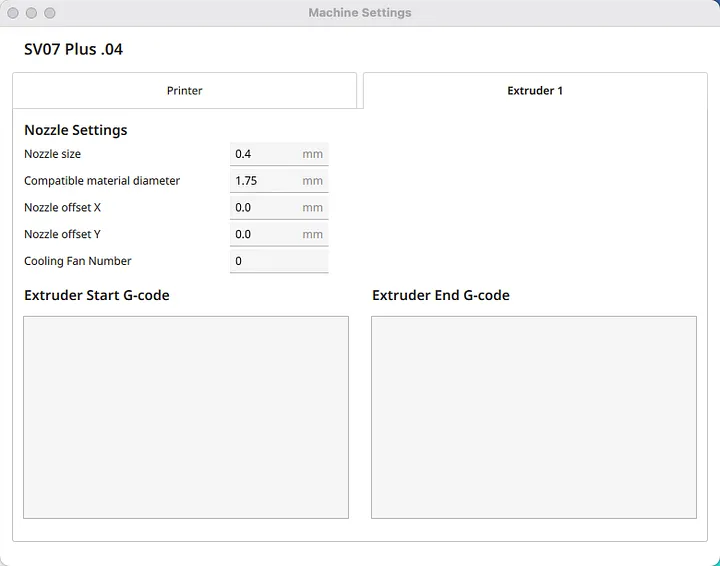
# Nozzle Settings
"Nozzle size": 0.4 mm
"Compatible material diameter": 1.75 mm
"Nozzle offset X": 0.0 mm
"Nozzle offset Y": 0.0 mm
"Cooling Fan Number": 0
That's it! or that's what I copied over from the Sovol Cura Software Configuration.